回答
省略することはありません。いつでもこれらのルールで確認することで、機器の状態を管理します。
回答
おっしゃる通りです。ルールはいつでも8つ存在し、そのルールに照らし合わせる図をどれにするかを、データに基づいて管理図を選択します。管理図が作成できたら、ルールに照らし合わせて管理します。
回答
この質問を受けても、答えは変わりません。お示しした8つのルールで確認します。
それはなぜでしょうか?おっしゃって下っている通り、正規分布を前提としているわけですが、では二項分布とはなんでしょうか?ネットから適当に図を持ってきましたが
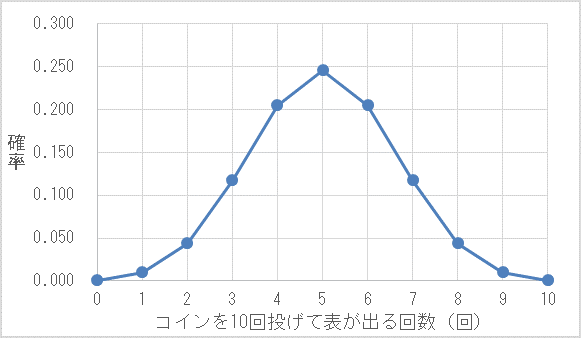
二項分布というのは、1か0になるかを、試行数n行って、算出する確率分布のことですね?
上図が二項分布ですが(気になったらGoogleで二項分布で検索してみてください)、これ山なりで、正規分布に近い形になっていますね?
この図だけがそうなっているのではなく、Googleで検索したら、山なりの二項分布がたくさん出てくると思います。
このピーク(山の頂点)が恐らく平均値として考えられそうです。正確には期待値と呼びますが、同じといえそう。
期待値の算出さえできたら、バラつきは計算可能な気がしませんか?実際に、二項分布の分散は計算可能で、標準偏差も出せます。
そうすると、正規分布と二項分布とは、何が違うのでしょうか。実は一緒です。といっても、最終的には一緒になる(近似する)というもので、nが少ないときには違いがあります。
続いて、ポアソン分布も考えてみましょう。
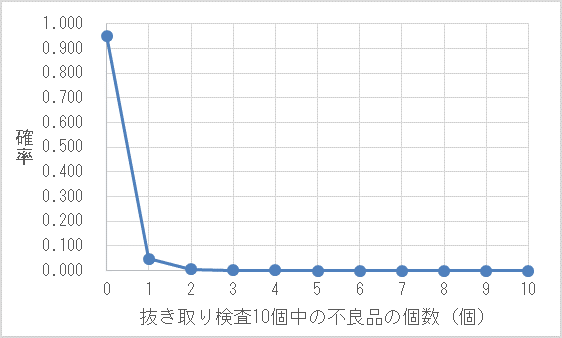
同じくネットから適当に図を持ってきました。
上図がポアソン分布ですが、ポアソン分布は、二項分布がもとになっています。
二項分布との違いは、二項分布で考えた期待値が一定であったとき、という前提で計算しているのがポアソン分布です。
なぜ一定と考えるかというと、ある単位時間内にて、ある事象が起こる回数、と考えるからです。
そのため、そのときの期待値を一定にすることで、算出しています。
二項分布のときには、単位時間内という考えはせずに、n回の試行のうちから何回事象が起こるか、で考えていましたね。
上の図はその期待値がとても低いときです。
ここでいうならば、不良品が生じる可能性がとても低いとき、といえます。
これは10個中1つも発生していません。しかしながら、これが10個中ではなく、1万個中だったならば、どうなるでしょうか。
当然期待値も増やさざるえません。そうなると下図のようなものが出来上がります。
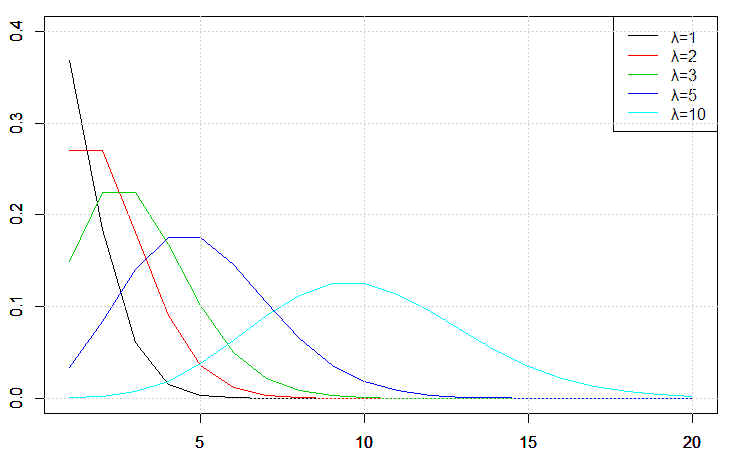
λとはここでは期待値と思ってください。
10ということは、100個中10個程度の不良品が生じる可能性です。
見てお分かりのとおり、山なりですね?そう、ポアソン分布も正規分布に近似することが知られています。
では、なぜ2項分布、ポアソン分布、と正規分布と分けて考えているのでしょうか。
正規分布というのは、全く制約なしに、連続変数についての分布が平均をピークにσによってその山の形が示されるものです。
二項分布は、連続変数ではないため、正規分布というものをそのままでは作れませんが、n回の試行数のうちから、何回事象が生じるかというパラメータを使うことで、分布を作り、正規分布に最終的になるものを作れました。
ポアソン分布はより限局していますね。最終的には正規分布になります。だから、母集団という概念を使って、推測統計を用いて分析することができるのです。
ただ、なぜ分布を分けて考えているかというと、特にnが小さいときというのは、顕著に正規分布とは異なる形になります。
そのため、それ用の分布を作成し、その分布を母集団として、推測していっているわけですね。
ご指摘の通り、2項分布時、ポアソン分布時においては、多少正規分布のときとは異なるため「異常を正しく検出できない」となりそうですが、上述まででお分かりいただけましたでしょうか。
最後になぜ8つのルールで大丈夫と言い切っているかというと、マニュファクチャリングでのデータはとてつもなく綺麗なデータです。
そのため、nが少ない状態でも、かなり綺麗なデータが算出されるため、8つのルールのままで大丈夫なのです。
もちろん、そもそもとして、マニュファクチャリングにおいてnが少ない状態というのもかなり希少ではあるので、そういう意味でも、8つのルールのままで問題ありません。